

 今日焦點
今日焦點
 往期回顧
往期回顧




光學部品
車燈用反射模具(無拋光鏡面車削精加工)
通過切削鏡面的精加工,研磨將使形狀完整。
模具加工精度再現性的優秀制作方法。
加工機型:UVM-450C(H)
工件材質:化學鍍鎳
精加工使用刀具:R1mm 單結晶鉆石球型銑刀
表面光潔度:Ra 10 nm
車燈用反射模具(拋光最小化事例)
5軸聯動可以實現高精度且高品質復雜形狀模具加工。
大幅度縮短打拋光工序=「客戶交付工件貨期短、具有高精度」。
加工機型:UVM-700E(5AD)
工件材質:不銹鋼 52HRC
精加工使用刀具:R1mm cBN球型銑刀
表面光潔度:Ra 30 nm
示寬燈光導模具(無拋光鏡面車削加工)
5軸UVM-700E(5AD)高精度加工大型微細形狀模具事例。
加工機型:UVM-700E(5AD)
工件材質:模具鋼 40HRC
精加工使用刀具:R0.1mm cBN球型銑刀
表面光潔度:Ra 19 nm

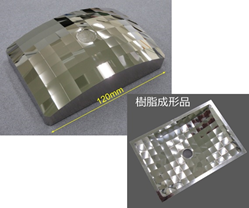
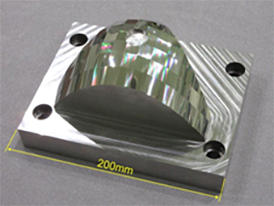
用于汽車前燈厚型透鏡模具(無拋光鏡面車削加工)
微細結構樹脂前燈透鏡模具的無磨光鏡面加工事例。
在汽車車燈業界得到了很高評價。
加工機型:UVM-450C(H)
工件材質:化學鍍鎳
精加工使用刀具:R1mm 單結晶鉆石球型銑刀
表面光潔度:Ra 10 nm

用于汽車前燈厚型透鏡模具(拋光最小值事例)
拋光工時縮減90%。因為切削面紊亂(不穩定)非常少、不需要嫻熟的拋光技術。
大幅縮短打磨時間=「縮短工件交貨期+具有高精度·高品質」。
加工機型:UVM-450C(H)
工件材質:不銹鋼 52HRC
精加工使用刀具:R1mm cBN球型銑刀

反光板棱鏡模具(無拋光鏡面車削精加工)
這個案例是將三面鏡進行一體曲面設計后的模具制作案例。
通過加工機的高精度·高穩定性能、可以高精度鏡面加工。
加工機型:UVM-450D(H)
工件材質:化學鍍鎳
精加工使用刀具:R0.1mm 單結晶鉆石球型銑刀
表面光潔度:Ra 12 nm

LCD液晶背光鏡頭模具
加工機型:UVM-450C(H)
工件材質:不銹鋼 52HRC
精加工使用刀具:R1mm PCD 球型銑刀
表面光潔度:Ra 3 nm

用于汽車前燈厚型透鏡的鏡面加工
通過切削可以鏡面精加工。
可以制作形狀誤差極少的高精度透鏡。
加工機型:UVM-450C(H)
工件材質:丙烯酸樹脂(PMMA)
精加工使用刀具:R1mm 單結晶鉆石球型銑刀
表面光潔度:Ra 15nm

透鏡模具高精度精加工
UVM在加工一模多穴透鏡模具大放異彩。
流道部分低磨削精加工 實現樹脂流向均勻? 提高成型品良率
透鏡凸緣(D-CUT)部位一體化?實現工時降低+實現高精度化
加工機型:UVM-450D(H)
工件材質:不銹鋼 52HRC
精加工使用刀具
流道部位:R0.5mm cBN球型銑刀
D-cut部位:φ0.5-R0.05mm cBN圓鼻銑刀
加工精度
流道部位 表面光潔度:Ra 40 nm
D-cut 凸緣部位置精度:±1 μm

超精密形狀尺寸·微細加工示例
微細形狀的高精度尺寸·形狀的加工事例。即使難切削材料、尺寸精度再現性也很好。
優秀的機械穩定性和優秀的機上測量功能、可進行加工微米精度的微細形狀。
LED導光框制造用剪切刀
加工機型:UVM-450C(H)
工件材質:粉末高速鋼 64HRC
精加工使用刀具:φ0.5 - R0.05mm cBN牛鼻銑刀
微細形狀尺寸精度:±1μm

硬質合金切割模具
加工機型:UVM-450D(H)
工件材質:硬質合金 92.5HRA
精加工使用刀具:R0.5mm 鉆石涂層球型銑刀
尺寸精度: ±1 μm

燃料電池分離器沖壓模具
優秀的機械精度穩定性以及無法回到CAM獨特形狀的補正技術,
實現了更高精度且縮短制作時間。
加工機型:UVM-450C(H)
工件材質:SKD11 62HRC
精加工使用刀具:R0.2mm cBN球型銑刀
槽截面形狀精度:±1μm

微流控成型模具加工案例
通過機上攝像檢測確認流道寬幅進行精加工
加工機型:UVM-450D(H)
工件材質:不銹鋼 52HRC
精加工使用刀具:Φ0.2-R0.05mm cBN牛鼻銑刀
尺寸精度:流路寬幅、高度都在±1μm以內
D-cut 凸緣部位置精度:±1 μm
表面光潔度:6~12 nm Ra

微細流道產品直接加工案例
微細形狀(塑料材質)直接鏡面車削加工
加工機型:UVM-450C(H)
工件材質:丙烯酸樹脂
槽寬幅:100 μm
精加工使用刀具:Φ0.09mm 單結晶鉆石銑刀
表面光潔度:10 nm Ra

多姿多彩的應用
錐齒輪鍛造模具高精度?高品質型面加工
超硬合金的直接加工案例。
無放電化、無打磨化,大幅降低工時同時實現高精度+高品質型面
使用機種:UVM-450D(H)
材質:超硬合金(VM-40 90HRA)
粗加工用刀具:R1鉆石鍍層球型銑刀
精加工用刀具:R1 PCD球型銑刀
加工精度
步距誤差(累積Fp、單一 fp、鄰接 fu):各項在 1μm 以下
齒槽的擺動 Fr:0.7μm
表面光潔度:17 nm Ra

刨削加工事先光學曲面鏡精加工:HUD模具
UVM不僅可以使用銑刀加工還可以使用鉆石刀加工。
加工機型:UVM-450D(H)
工件材質:化學鍍鎳
精加工使用刀具:R5mm 單結晶鉆石刀具
加工方式:刨削
形狀精度:P-V 1.1μm
表面光潔度:Ra 8 nm

通過橢圓振動切削法針對淬火鋼材鏡面進行精加工:HUD模具
適用于使用鉆石刀具的橢圓振動切削法。可以完成光學曲面和微細槽的
淬火鋼材料直接鏡面精加工。
加工機型:UVM-450D(H)
工件材質 :不銹鋼 52HRC
精加工使用刀具:R2mm 單結晶鉆石刀具
加工方式:橢圓振動切削
形狀精度:P-V 0.7μm
表面光潔度:Ra 7 nm

光學零部件模具的鏡面精加工:VR眼鏡
根據不同部位選擇使用PCD銑刀和橢圓振動切削進行鏡面精加工的案例
使用機種:UVM-700E(5AD)
材質:模具用不銹鋼(52HRC)
上面部分的精加工方式:橢圓振動切削
刀具:R2 單晶鉆石刀具
斜面部分的精加工方式:銑削
刀具:R2 PCD球型銑刀
形狀精度:5 μm P-V
加工面的表面光潔度:10 nm Ra

放電加工用微細形狀銅電極 超薄側壁和定位銷
通過超高精度且超長壽命的空氣靜壓主軸可縮短加工時間:加工可以直接使用60,000min?1的高速旋轉。高轉速科降低毛刺和邊緣殘缺等現象。
加工機型:UVM-450C(H)
工件材質:無氧銅
精加工使用刀具 :φ3mm 單結晶鉆石銑刀

微細孔加工:Si 材質工件金屬板
利用芝浦機械的空氣軸承主軸的極低振動特性提高孔內徑加工面品質,
延長刀具壽命
能夠實現工件更換和圓板工件反轉自動化
通過監控加工負荷機臺能夠自動判斷刀具更換時機避免刀具折損
加工機型:UVM-450C(H)
工件材質:單結晶硅
精加工使用刀具:Φ0.45 燒結鉆石鉆孔刀

※ 以上數據均為測試值,并非保證值。




